| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
MOSH Instruction 08-05 Appendices - Maryland Occupational Safety and Health (MOSH) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
cc: J. Ronald DeJuliis, Commissioner, Division of Labor and
Industry |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Summary OSHA reissued the directive on the Combustible Dust National Emphasis Program to increase its enforcement activities and to focus on specific industry groups that have experienced either frequent combustible dusts incidents or combustible dust incidents with catastrophic consequences. OSHA initiated its previous Combustible Dust National Emphasis Program on October18, 2007. As a result of a recent catastrophic accident involving a combustible dust explosion at sugar refinery, OSHA decided to intensify its focus on this hazard. The Agency will increase its activities in outreach, training, the creation and dissemination of guidance and educational materials and cooperative ventures with stakeholders as well as enhancing its enforcement activities through this amendment to the National Emphasis Program. While MOSH is not initiating a state emphasis program on combustible dust, MOSH will participate in OSHA's Combustible Dust National Emphasis Program. The purpose of this NEP is to inspect facilities that generate or handle combustible dusts which pose a deflagration or other fire hazard when suspended in air or some other oxidizing medium over a range of concentrations, regardless of particle size or shape; deflagrations can lead to explosions. Combustible dusts are often either organic or metal dusts that are finely ground into very small particles, fibers, fines, chips, chunks, flakes, or a small mixture of these. Types of dusts include, but are not limited to: metal dust, such as aluminum and magnesium; wood dust; plastic dust; biosolids; organic dust, such as sugar, paper, soap, and dried blood; and dusts from certain textiles. Some industries that handle combustible dusts include: agriculture, chemicals, textiles, forest and furniture products, wastewater treatment, metal processing, paper products, pharmaceuticals, and recycling operations (metal, paper, and plastic). In situations where the facility being inspected is not a grain handling facility, the lab results indicate that the dust is combustible, and the combustible dust accumulations not contained within dust control systems or other containers, such as storage bins, are extensive enough to pose a deflagration, explosion, or other fire hazard, then citations under 29 CFR 1910.22 (housekeeping) or, where appropriate, 29 CFR 1910.176(c) (housekeeping in storage areas) may generally be issued. Combustible dusts found in grain handling facilities are covered by 29 CFR 1910.272. For workplaces not covered by 1910.272, but where combustible dust hazards exist within dust control systems or other containers, citations under Labor and Employment Article 5-104(a) (the General Duty Clause) may generally be issued for deflagration, other fire, or explosion hazards. National Fire Protection Association (NFPA) standards (listed in Appendix A of this directive) should be consulted to obtain evidence of hazard recognition and feasible abatement methods. Other standards are applicable to the combustible dust hazard. For example, if the workplace has a Class II location, then citations under 29 CFR 1910.307 may be issued to those employers having electrical equipment not meeting the standard's requirements. Action:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
cc:
J. Ronald DeJuliis, Commissioner, Division of Labor and Industry |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
III. Appendices: The following appendices are provided as guidance
for the inspection of Appendix A: NFPA Publications Relevant to Combustible Dust Hazard Controls. Appendix D: Industries that May have Combustible Dusts. Appendix E: Combustible Dusts Test Conducted at SLTC. Appendix A - NFPA Publications Relevant to Combustible Dust Hazard Controls |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Sample questions
CSHOs may use during the course of an inspection. What types of combustible dust does the facility have? (Note: Please see Table 4.5.2 of NFPA 499 and Table 1 in NMAB 353-3 for additional information on the various types of dust along with their properties) Does the facility have a housekeeping program with regular cleaning frequencies established for floors and horizontal surfaces, such as ducts, pipes, hoods, ledges, and beams, to minimize dust accumulations within operating areas of the facility? Under the housekeeping program, is the dust on floors, structural members, and other surfaces removed concurrently with operations? Is there dust accumulation of 1/32 inch thick, or greater? For housekeeping violations, what are the dimensions of the room and the dimensions of the area covered with the dust? Are the dust-containing systems (ducts and dust collectors) designed in a manner that fugitive dusts are not allowed to accumulate in the work area? Are dust collectors greater than 8 cubic feet in volume located inside of buildings? If dust explosion hazards exist in rooms, buildings, or other enclosures, do such areas have explosion relief venting distributed over the exterior walls of buildings and enclosures? Is such venting directed to a safe location away from employees? Does the facility have isolation devices to prevent deflagration propagation between pieces of equipment connected by ductwork? Does the facility have an ignition control program, such as grounding and bonding and other methods, for dissipating any electrostatic charge that could be generated while transporting the dust through the ductwork? Does the facility have separator devices to remove foreign materials capable of igniting combustible dusts? Are electrically- powered cleaning devices, such as sweepers or vacuum cleaners used in dusty areas, approved for the hazard classification, as required under 1910.307(b)? Is smoking permitted only in safe designated areas? Are areas where smoking is prohibited posted with "No Smoking" signs? Is the exhaust from the dust collectors recycled? Does the dust
collector system have spark detection and explosion/deflagration
suppression systems? (There are other alternative measures.) Are ducts designed to maintain sufficient velocity to ensure the transport of both coarse and fine particles? Are duct systems, dust collectors, and dust-producing machinery bonded and grounded to minimize accumulation of static electrical charge? Is metal ductwork used? In areas where a hazardous quantity of dust accumulates or is present in suspension in the air, does all electrical wiring and equipment comply with 1910.307(b) requirements? Does the facility allow hot work only in safe, designated areas? Are bulk storage containers constructed of noncombustible materials? Does the company
use methods to dissipate static electricity, such as by bonding
and grounding? Are MSDSs for the chemicals which could become combustible dust under normal operations available to employees? Appendix C - Sample Citations - The General Duty Clause Violations: Labor and Employment
Article 5-104(a): The employer did not furnish employment and a place (a) Date of Violation: 11/20/0X (b) Date of Violation: 11/20/0X Housekeeping Violations 1) 29 CFR 1910.22(a)(l): Place(s) of employment were not kept clean (a) Grinding and Polishing Area - The area where aluminum polishing and grinding were performed had explosive aluminum dust located on the pipes in the ceiling, the roof structure, and masonry walls. 2) 29 CFR 1910.22(a)(2): The floor of a workroom was not maintained in a clean condition. (a) Grinding and Polishing Area - Explosive dust was on floor of the area where aluminum polishing and grinding were performed. Electrical Violations 1) 29 CFR 1910.307(c): Electrical equipment in hazardous (classified) locations was not intrinsically safe, approved for the hazardous (classified) location, or safe for the hazardous (classified) location: (a) Robot Polishing and Grinding Area - Open motor fans, electrical outlet boxes, breaker panels, disconnect switches, normal lighting snap switches, overhead lighting, robot control panels, stand belt grinders, and portable radios in a Class II, Division 1 location, were not intrinsically safe, approved for a Class II, Division I, location, or safe for a Class II, Division I, location. (b) Half Round Area - Electrical equipment including, but not limited to, overhead lights, circuit breaker panels, disconnect switches and outlets, in Class II, Division I locations, was not intrinsically safe, approved for a Class II, Division I, or safe for a Class II, Division I, location. 2) 29 CFR 1910.307(c): Electrical equipment in a hazardous (classified) location was not intrinsically safe, approved for the hazardous (classified) location, or safe for the hazardous (classified) location: (a) Mixing Department - A vacuum used in a Class II, Division 1 location was not intrinsically safe, approved for a Class II, Division I, location, or safe for a Class II, Division 1, location. Personal Protective Equipment Violations 1) 29 CFR 1910.132(a): Protective equipment was not used when necessary when a hazard of processes or environment capable of causing injury or impairment of the body through physical contact was encountered: (a) Aluminum Grinding and Polishing Area - Employees working in an area where combustible aluminum dust was present wore clothing that was not easily removable, flame- resistant and non-static-generating; and shoes that were not static-dissipating safety shoes. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Appendix D-1 - Industries with More Frequent and/or High Consequence Combustible Dust Explosions/Fires
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Appendix D-2 - Industries that may have Potential for Combustible Dust Explosions/Fires
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Appendix E - Combustible Dust Tests Conducted at SLTC 1. Percent through 40 Mesh. An aliquot of the "as received" material is sieved through a 40 mesh (425 µm) US Standard Testing Sieve. The percent which goes through the sieve is determined using the following steps: a. Weigh a dust aliquot; sieve through 40 mesh. b. Weigh the material passed through the 40 mesh sieve. c. Calculate the percentage that passes through a 40 mesh via: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. Percent Moisture Content. Moisture content is another factor which may have an effect on dust explosibility and is an initial determination made on an aliquot of all dust samples that are received at the OSHA Salt Lake Technical Center laboratory. Moisture in dust particles raises the ignition temperature. Dusts having more than 5% moisture are dried prior to performing explosibility tests. Drying sample materials to (or less than) the 5% moisture content level is a standardized test protocol. The moisture content of the sieved material is determined by measuring the weight loss after drying. This test method must be modified when the materials being tested would be degraded at 75ºC. Percent moisture content is determined as follows. a. Weigh crucibles and aliquots of material which passed through a 40 mesh sieve. b. Dry for twenty-four hours in a drying oven set at 75ºC. Then reweigh the material. c. Calculate the moisture content as: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Note: "Moisture in dust particles raises the ignition temperature of the dust because of the heat absorbed during heating and vaporization of the moisture. The moisture in the air surrounding a dust particle has no significant effect on the course of a deflagration once ignition has occurred. There is however, a direct relationship between moisture content and minimum energy required for ignition, minimum explosive concentration, maximum pressure, and maximum rate of pressure rise. For example, the ignition temperature of cornstarch may increase as much as 122oF, with an increase of moisture content from 1.6 percent to 12.5 percent. As a practical matter, however, moisture content cannot be considered an effective explosion preventive, since most ignition sources provide more than enough heat to vaporize the moisture and to ignite the dust. In order for moisture to prevent ignition of dust by common sources, the dust would have to be so damp that a cloud could not be formed." (Source: Fire Protection Handbook, 19th Edition). 3. Percent Combustible Material. Percent combustible material is determined as follows: a.
Weigh crucibles and aliquots of material which passed through
a 40 mesh sieve. c. Calculate the combustible material as: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4. Percent Combustible Dust. Percent combustible dust is the product of the percent of material which went through a 40 mesh sieve and the percent combustible material. This is calculated as follows: % combustible dust= (% through 40 mesh)(% combustible material) (Be aware of the distinction between combustible material and combustible dust.) 5. Maximum Normalized Rate of Pressure rise (dP/dt) - Kst test Kst is the Deflagration Index for dusts, and the Kst test results provide an indication of the severity of a dust explosion. The larger the value for Kst, the more severe is the explosion (See Table below). Kst is essentially the maximum rate of pressure rise generated when dust is tested in a confined enclosure. Kst provides the best "single number" estimate of the anticipated behavior of a dust deflagration. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
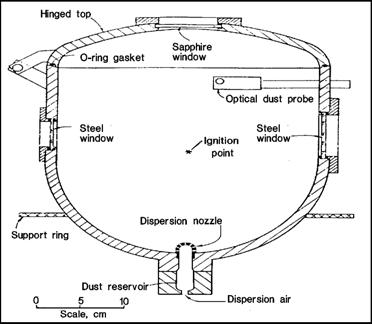
Approximately 300 grams of "as received" sample material are needed for the Kst test. In this test, dust is suspended in the 20-liter explosibility testing chamber (shown in Figure 1) and is ignited using a chemical igniter. The 20-liter explosibility testing chamber determines maximum pressure and rate of pressure rise if the sample explodes. These parameters are used to determine the maximum normalized rate of pressure rise (Kst). Kst is calculated with the following formula: Kst = (dP/dt)max V1/3 where: (dP/dt) max = the maximum rate of pressure rise V = the volume of the testing chamber: The test involves the following steps: a) The sample dust is suspended in a 20-liter explosion chamber. (Use 2500 J Sobbe igniters if using the Bureau of Mines test chamber.) b) The dust is tested "as received" (except drying, if the moisture content is greater than 5%). c) Test at three to five dust concentrations, from 500 g/m3 to about 2500 g/m3, plotting the found maximum normalized dp/dt values versus dust concentration, and reporting the highest value from the plateau of the plot. 6. Minimum Explosible Concentration. Minimum explosible concentration (MEC) of the sample is determined by suspending the sample in a 20-liter explosibility testing chamber and ignited with a 2500 joule chemical igniter. MEC is the lower concentration limit of explosibility for the dust. This limit is determined using test material that has been sieved through a 40 mesh sieve (425 µm particle size), dried, suspended in a 20-liter explosibility testing chamber. Approximately 200 grams of material with a particle size of 425 µm or less are needed for the MEC tests. Some analytical details include: a. Use test material that has been sieved through 40-mesh screen. b. Use material which has been either dried in an oven at 75ºC overnight (if the moisture content is greater than 5%) or kept in a desiccator. c. Use 2500 J igniters. d. Plot both the dp/dt and pressure ratio verses concentration. The minimum explosible concentration is where the Kst is greater than or equal to 1.5 and the pressure ratio is greater than or equal to 2. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Figure 1: 20-Liter Explosibility Test Chamber |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7. Class II Test National Materials Advisory Board (NMAB) 353-3-80, Classification of Combustible Dusts in Accordance with the National Electrical Code, defines dusts having Ignition Sensitivity (IS) greater than or equal to 0.2 or Explosion Severity (ES) greater than or equal to 0.5 to be appreciable explosion hazards requiring electrical equipment suitable for Class II locations. This document is listed as a reference document in Appendix A to Subpart S of 29 CFR 1910. Dusts whose explosibility parameters fall below these limits are generally considered to be weak explosion hazards and need only general purpose electrical equipment. Approximately 1 liter bulk volume with particle size less than 75 ?m (200 mesh) are necessary to determine the Class II dust classification. SLTC will only characterize a sample sufficiently to prove (or disprove) that the sample meets the definition for Class II dusts, based on results of the E.S or the I.S. E.S. tests are made by suspending dust in a Hartmann stainless steel explosion chamber and igniting it with an electrical spark. If the sample explodes, the maximum pressure and rate of pressure rise developed by the explosion are recorded. ES is the product of the maximum explosion pressure and the maximum rate of pressure rise, normalized to Pittsburgh coal dust. Mathematically it is defined as: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Where P =
Maximum Explosion Pressure The I.S. is the product of the minimum ignition temperature, minimum ignition energy, and the minimum explosion concentration normalized to Pittsburgh coal dust. It is expressed mathematically as: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Where
T = Minimum Ignition Temperature |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
If E.S. is greater than or equal to 0.5 further tests are suspended and the sample is reported to be a Class II dust. If no explosion occurs the Class II dust testing will be terminated. 8. Resistivity. The resistivity or specific resistance is defined as the electrical resistance of a material of unit cross section and of unit length. Resistivity must be measured under conditions comparable to those to which the dust is present in the workplace. The test for resistivity must be conducted at the highest voltage to which the dust is exposed, to assure that high resistivity surface coatings don't break down when subjected to a voltage gradient in the equipment that may be higher than that used in these analyses. If the sample is combustible and conductive, then a Class II, Division 1 location is specified. Based on the classification of dusts using the NMAB 353-3-80 resistivity guidelines, explosible dusts are classified into Groups E, F, and G through the values of electrical resistivity as follows: Group
E, r<
102 ohm-cm According to the definition for a Class II, Division 1 location as found in 1910.399, the electrical conductive nature of the dust is one of the criteria to determine if it is necessary that equipment in a dust location be approved for Class II, Division 1 location. Where group E dusts are present in hazardous quantities, there are only Division 1 locations. The NEC does not recognize any Division 2 locations for such dusts. (See NFPA 499 or NEC). 9. Minimum Ignition Energy (MIE). The minimum ignition energy (MIE) of the sample is determined by suspending the sample in a Hartmann Lucite explosion chamber. To determine the MIE, the energy of the electrical spark used to ignite the dust is varied until the MIE is determined. 10. Minimum Ignition Temperature (MIT). Minimum ignition temperature (MIT) is determined by using the Godbert-Greenwald furnace. Dust is discharged through this furnace at various temperatures. The lowest temperature that ignites the dust is considered to be the MIT. A.
OSHA Regional Notice (Region III), Directive Number: 2006 - 556
(CPL 04), Local Emphasis Program for Dust Explosion Prevention,
October 1, 2006. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Return to top of page | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Department of Labor, Licensing and Regulation (for pda/handhelds)
Skip to content | Access shortcutsLinks
- DLLR Home
- Press Room
- Proposed, Emergency & Final Regulations
- Unemployment Insurance
- Occupational & Professional Licensing
- Labor & Industry
- Workforce Development & Adult Learning
- Financial Regulation
- Racing
- Governor's Workforce Development Board
- Maryland Workforce Exchange
- Services
- Ayuda en español
- Inside DLLR